

隨着時間的流逝,可能不少小夥伴對自己桌面上的那把鍵盤越來越感到膩煩了,就彷彿天天見面的老夫老妻一般逐漸失去了激情。如何提升新鮮感呢?除了直接換一把新鍵盤外還可以通過更換鍵帽來提升新鮮感,就像老夫老妻也能通過性感內衣增添花樣,重燃激情一樣。

今天就從科普和推薦環節聊聊機械鍵盤的重要周邊配件——鍵帽。(需要注意的是文章中的鍵帽是基於類MX軸體所使用的,也就是CHERRY、TTC、凱華、佳達隆這些主流廠商生產的十字軸芯的軸體,而火山口光軸、雙孔矮軸、薄膜這些鍵盤是不適用的。)
科普環節
鍵帽材質

ABS:Acrylonitrile Butadene Styrene(丙烯晴-丁二烯-苯乙烯共聚合物),材料容易成型,流動性及電氣性能優良。於鍵帽製做而言:ABS材料易於加工、着色方便、光澤性好。缺點是硬度稍遜,相對來說不耐磨損,觸面會變光滑高亮,也就是俗稱的“打油”。

PBT:Polybothlene Terephthalate(聚對苯二甲酸乙丁二醇酯),材料耐高溫且硬度高,有着“白色岩石”的美譽。PBT材料製成的鍵帽硬度高自然也耐磨損,加之大部分PBT鍵帽採用電火花表面處理,較重顆粒感又提高了耐磨損表現。

POM:Polyoxymethylene(聚氧化甲烯樹脂),耐磨性優異、自身具潤滑性且極爲強韌,也因此俗稱賽鋼或奪鋼。POM材料較硬的質地可以在很長的一段時間裏保持原始的表面不被磨花磨滑。不過POM很難實現像白色這樣的淺色彩要求,所以POM鍵帽基本以爲黑色爲主。

PC:Polycarbonate(聚碳酸酯),材料強度一般不是很耐磨損,但有着突出的透光度表現,配合可着色的優點可以製成各色透明鍵帽。



其他材質,像是金屬、樹脂、黏土這些材料也可以拿來製作鍵帽,不過由於其材料特性和價格成本,一般都是以製作個性鍵帽爲主。這類鍵帽多半以CNC、手工滴膠等複雜工藝製造,或是色彩豔麗、或是外形酷炫、又或是小中見大,和普通鍵帽形成了鮮明對比,十分彰顯個性。
主題構成

基於一把標準的美式鍵盤配列,我們將字母區的任意一顆鍵帽視爲標準的1u長度,其餘鍵帽按照1u長度的倍數來標記,比如常規的空格長度是6.25u、Ctrl鍵長度爲1.25u、退格鍵長度就是2u。80%(87鍵)、60%(61鍵)這兩個配列是基於全尺寸標準美式鍵盤直接捨去某一鍵區得到的產物,所以是可以和104鍵/108鍵這種全尺寸鍵盤通用鍵帽的。
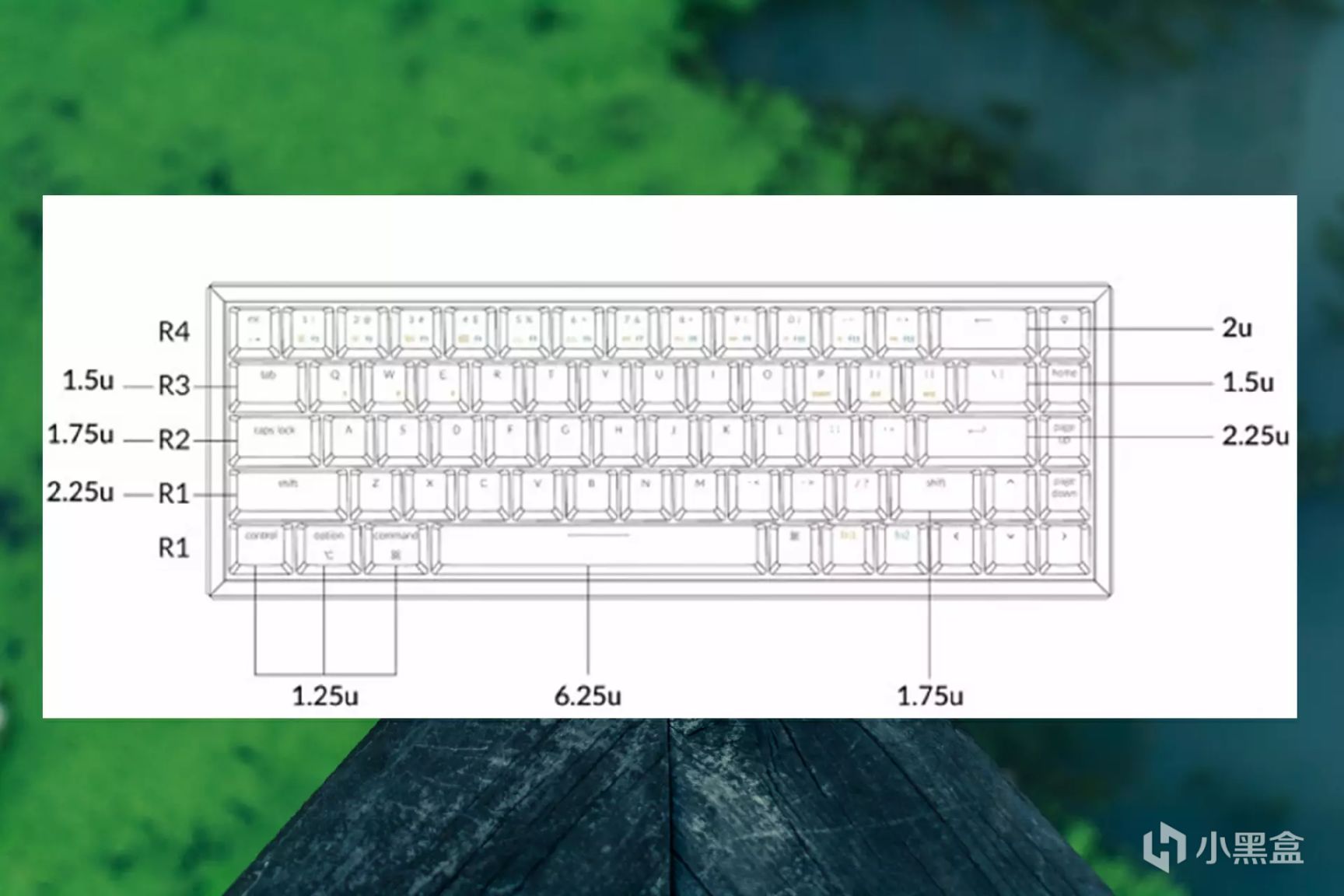
但碰上90%、75%、65%這些特殊配列,很多按鍵的長度就發生了變化,或是Shift鍵變短、或是Ctrl鍵變短。拿68鍵鍵盤來說,相比標準配列,右shift縮短爲1.75u,空格右側三顆功能鍵也都縮短爲1u。那麼給這些配列特殊的鍵盤完美的更換鍵帽,一定要注意鍵帽裏面有沒有增補鍵帽。
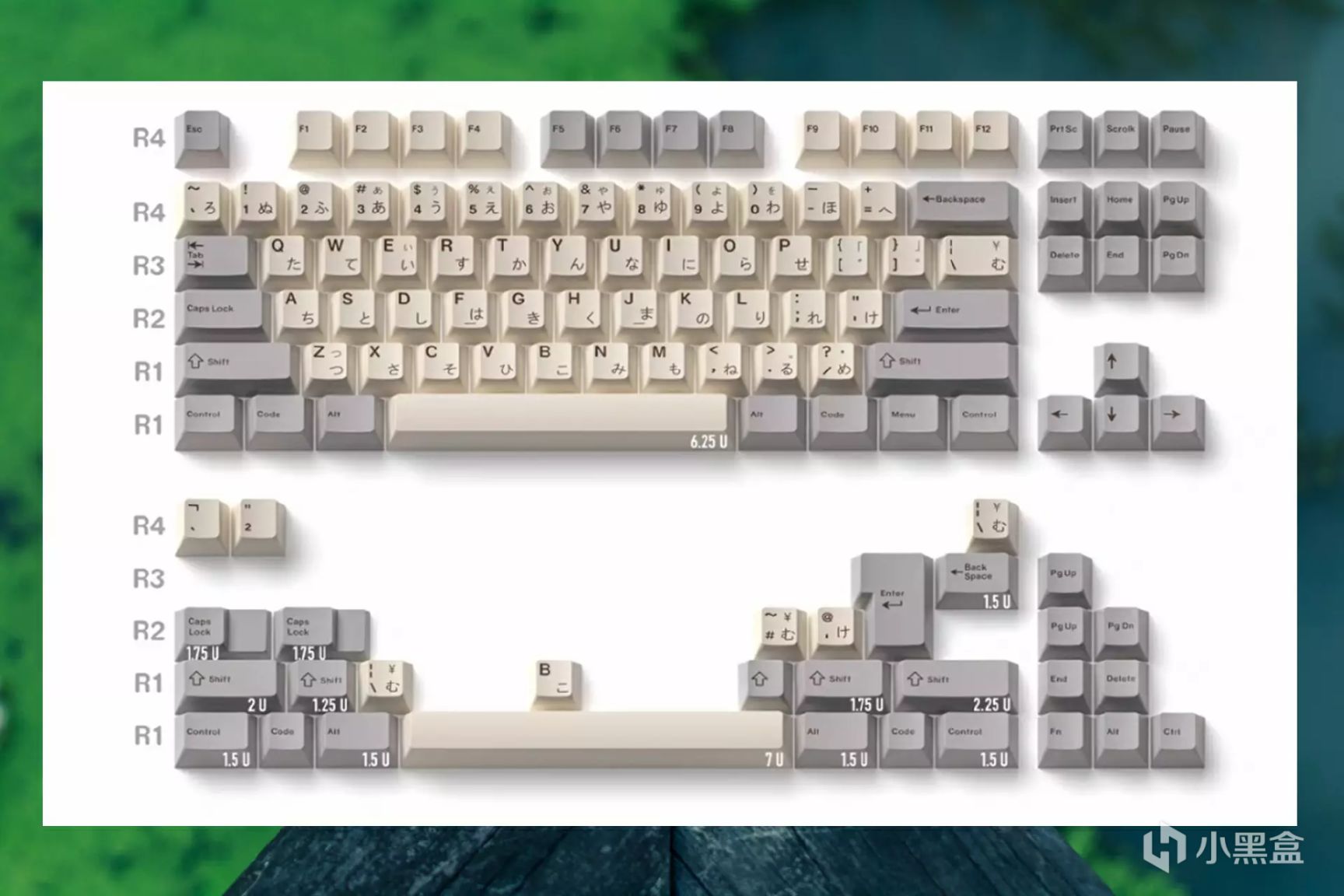
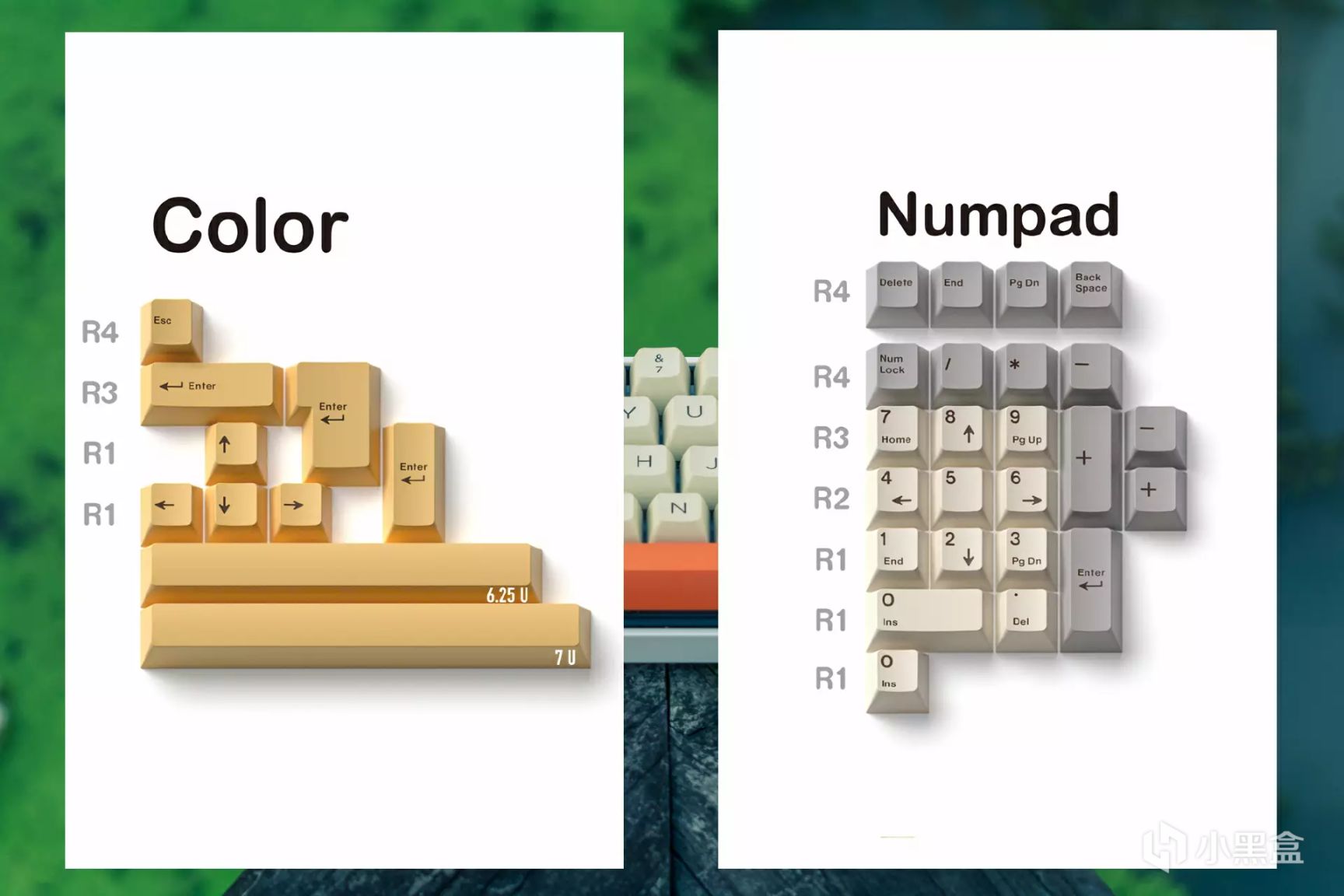
以鍵帽館在售的奶灰黃沙漠主題鍵帽舉例子,他的基礎鍵帽基本滿足了80%、75%、65%、60%配列的使用需求,但是你給980鍵盤、90%以及全尺寸鍵盤更換鍵帽的時候,就需要額外購置數字區鍵帽。或者感覺鍵盤奶灰色調有些單調,可以購買彩色增補鍵帽來點綴鍵盤。
鍵帽工藝
二色工藝

雙色注塑工藝一般是指用注塑模具一次性實現兩種材料的注塑工藝,這兩種材料可以顏色不同、軟硬各異。注塑模具的後模可以快速更換,生產鍵帽成本低出貨快,當下量產鍵盤鍵盤上的二色鍵帽基本都是雙色注塑工藝的。當然,這個工藝也可以用來生產透光鍵帽,只需要將有顏色的字符材料更換成透明材質既可。

二次成型是先在第一個單色注塑模具上做出一個顏色塑膠件,然後手工放進第二個模具進行注塑成型,需要兩次注塑才能實現二色工藝。由於是手工控制二次出模所以出貨慢成本高,但字符精細度也是其他工藝不能及的,GMK、Domikey等鍵帽廠商就堅持二次成型工藝。

雙色注塑和二次成型工藝的區別可以通過鍵帽菊花柱來進行分辨:雙色注塑工藝的菊花柱和鍵帽字符顏色一致,底部是一片整色;二次成型工藝的菊花柱和鍵帽底色一致,且底部有進膠注塑的橫紋。
熱昇華工藝這個工藝是利用樹脂油墨遇高溫後染料昇華的特性,使油墨昇華進入塑料材質內部進而凝華,一道達到圖案的印製。由於高溫的製作工藝會出現三個問題:一是熱昇華工藝和不耐高溫的ABS材料無緣;二是空格鍵這類大鍵位鍵位高溫中會形變微微彎曲;三就是字符會出現暈散現象,不如二色工藝的清晰銳利。

熱昇華的特性,註定了很難在深色系的鍵帽素材印刷上淺色系的字符圖案,這就出現了五面熱昇華,將深色背景連同淺色字符圖案一同印製到白色的鍵帽底坯上,讓鍵帽的五個面都覆蓋上深色背景,當然這使得五面熱昇華的難度、成本、不良率都要比單面熱昇華高很多。
激光工藝

噴塗蝕刻工藝常見於背光鍵盤的透光鍵帽上,通過在透明或是半透明材質的鍵帽底坯上噴塗不透明的塗料,然後在鍵帽表面鐳雕蝕刻出字符,這些字符部位露出原本的透明/半透明的基底,就成了透光鍵帽。優點是透光效果好,字體顯示清晰;缺點就是塗層不耐磨損,且類膚質感很容易沾染灰塵、痕跡。
印刷工藝

正是有鑑於絲網印刷工藝的缺點,於是出現了UV覆膜技術。UV覆膜技術是在絲網印刷完字符以後再給鍵帽刷上一層塑膠膜,這層塑料保護膜覆蓋在印刷字符上可以緩和長時間使用對字符的磨損。
鍵帽高度
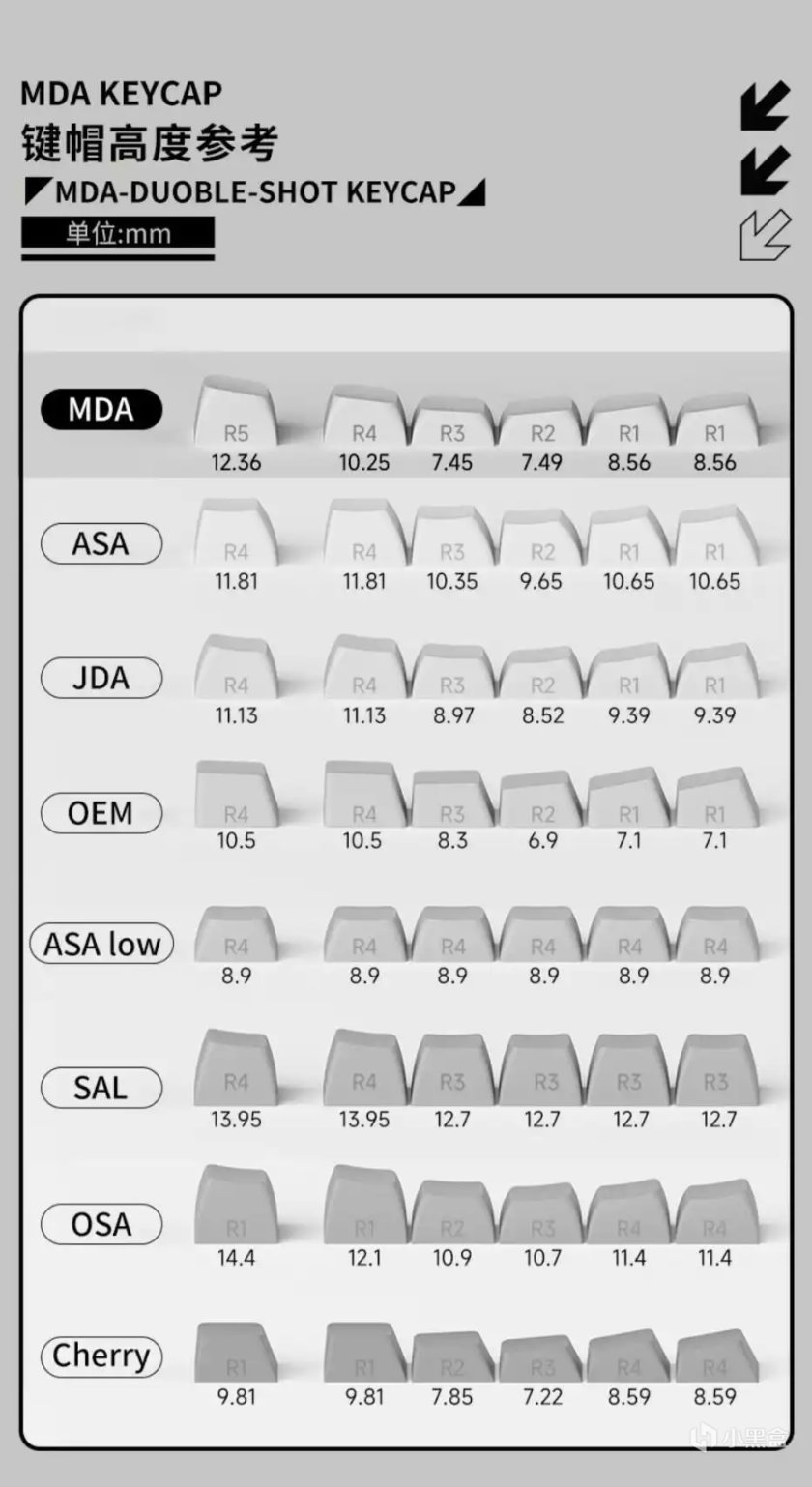
所謂鍵帽高度不僅僅是指某一顆鍵帽的物理高度數據,其包含的是鍵帽整體的形狀。嚴謹的定義,這個“高度”描述的是一套鍵帽外形參數的集合。鍵帽高度從最早的CHERRY原廠高度經由鍵帽廠商SP和鍵盤代工廠發展相繼出現了SA高度、DSA高度、OEM高度,再經過國產廠商的大力開拓,出現了KAT高度、ASA高度、XDA高度、MDA高度等等,現在可以說是百花齊放。
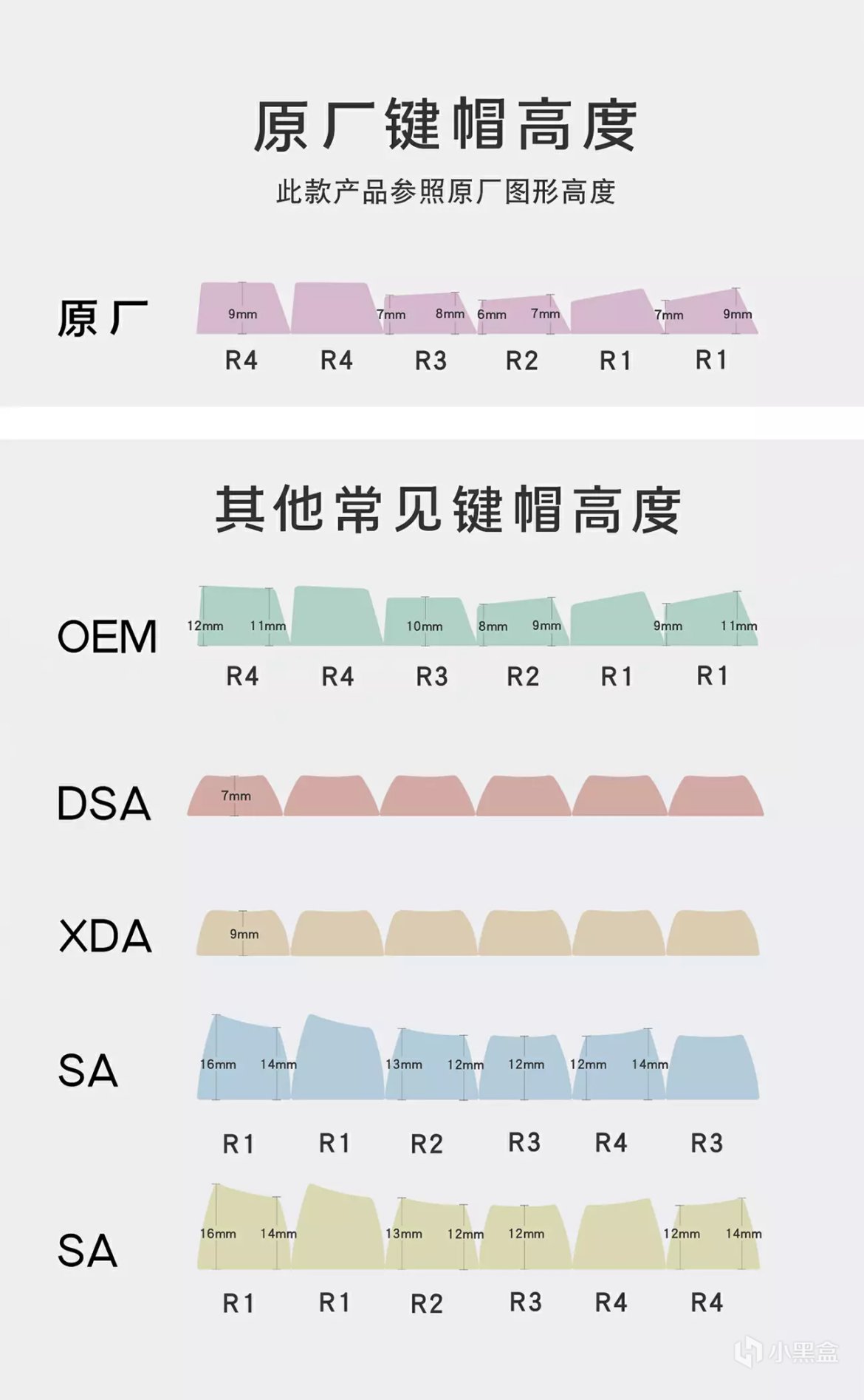
在衆多高度鍵帽中,CHERRY原廠高度鍵帽天生高人一等,擁有着與生俱來的優勢。目前比較好的鍵帽基本都是這個高度,像GMK、JTK、Domikey、PBTFANS這些廠商的鍵帽都以原廠高度爲主。
OEM高度鍵帽從名稱理解,那就是代工廠鍵帽高度。OEM高度整體是高於原廠高度的。目前鍵帽廠商已經不樂意生產,大多存在於量產機械鍵盤上。
SA高度、DSA高度因美國鍵帽廠商SP公司而著名,相較原廠高度、OEM高度鍵帽方正的外形,SA高度、DSA高度鍵帽的側邊和觸面都具有一定的弧度,造型看上去更爲圓潤,也被稱作球帽。SA高度鍵帽非常高、DSA高度鍵帽又比較矮平,都屬於是適合拍照不適合使用的鍵帽。
KAT高度、ASA高度、XDA高度、MDA高度則是國產鍵帽廠商近幾年推出的新高度,從高度參數來看,基本可以視作是球帽化的原廠高度、OEM高度以及對SA高度、DSA高度進行合理修改的產物,相對來說讓球帽更加貼合國人的使用需求。
一般來說:原廠高度鍵帽是最合適的鍵帽高度,畢竟人家接受了歷史的考驗。當然你要是喜歡球帽,MDA高度、JDA高度這種專門針對國人使用習慣優化的球帽高度是值得入手的。個人不是很推薦SA高度、DSA高度和XDA高度的球帽,前者是過高需要搭配手託使用,後兩者是等高平胸不利好輸入。

總結
各位盒友,在選購鍵帽的時候,我們不要走入“PBT不打油”、“PBT就是比ABS好”的誤區,要知道好的ABS鍵帽打油情況可能還比普通的PBT鍵帽慢一些,還有就是PBT鍵帽也架不住硫酸手用戶的蹂躪,半年不到照樣打油。個人比較推薦二色工藝和熱昇華工藝的鍵帽,這兩個工藝產出的鍵帽字符不會輕易磨損,同時也有着不錯的主題搭配和色彩呈現。
隨着工藝的進步和成本的降低,二色工藝和熱昇華工藝逐漸成了目前鍵帽市場的主流工藝,價格也從以前動輒500、600元下降至100多元,目前也都開始進入對普通消費者的挖掘階段。#鍵鼠推薦##科普##機械鍵盤##客製化鍵盤##鍵帽推薦#
更多遊戲資訊請關註:電玩幫遊戲資訊專區
電玩幫圖文攻略 www.vgover.com
















